���e
����Ԫʮ��λ�Ԅӛ_���Cе��
1���OӋʾ��D
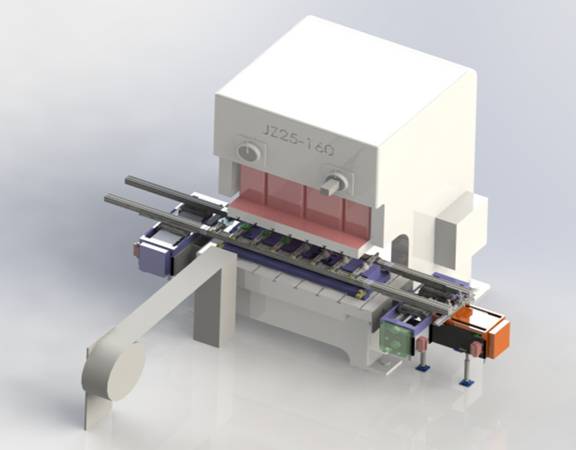
2���Ԅӹ��ϡ�ƽ����Ϳ�ͣ�
1�����þ��ϣ��������ϙC�Ԅӹ��ϣ��_���Ԅӛ_������Ƭ������ɚ�����붨λ�_��
2���ھ��ϙC�c�_��֮�g����ƽ���C���������M��ƽ����
3) �����D��λ�_�O�Ç��͙C����L�͙C�����M��Ϳ�͡�
3���Cе�֙C����
1���_���Cе�ֲ�������Ԫ�C�������ŷ�ϵ�y�ӣ��ɝL��z���c���Ԍ�܉���ӡ�
2���_���Cе�������C�c�o�C�M�ɣ����C�c�o�C�քe���b�ڛ_���ɂȡ�
3���ڛ_���Cе�����ϰ��b��늂��м��g�����Ѳ����ˆT�����ϲ�����ȫ���ԄӾ�ʾ������a��������ȱ�Ͼ�ʾ��b���Cе��©ȡ�Ͼ�ʾ��c���Cе�֮�����ʾ�ȡ�
4) ����Ԫ�_���Cе�փ����۰��b�����C�c�o�C�ϣ����Qģ�ߕr�ɷ����жһ�����ۡ�
4���Ԅ����a���̣�
A.���þ������ϙC�Ԅӹ��ϣ��_���Ԅӛ_������Ƭ������ɚ���������D��λ�_���U���ڛ_����һ�����£�
B.�����ԄӶ�λ�����͙C���Ԅ�����χ������ͻ����ɝL�͙C���ڲ��ϱ���L�ͣ�
C.����Ԫ�Cе��1#�Aצ�A���D�_�ϵIJ������͵���һ��ģ�߃ȣ��_���Ԅӛ_����
D.����Ԫ�Cе��2#�Aצ�A����һ��ģ���ϵĮaƷ���͵��ڶ���ģ�߃ȣ��_���Ԅӛ_����
E.�������Ԫ�Cе�����һ�Aצ�����ģ�߃ȵĮaƷȡ�������͵��C����߅�����Ͽ�ȣ�
F.����B�m���Ԅ����a��
5���Ԅ����aЧ�ʣ�
ÿ������a20���aƷ��
6�����g����
|
1 |
� Ŀ |
����Ԫ�_���Cе�� |
|
2 |
�� �� |
X*Y*Z=400*300*300mm |
|
3 |
�Cе�֙C�� |
����Ԫ�C�� |
|
4 |
��늙C |
�ŷ�늙C |
|
5 |
�؏;��� |
��0.15���� |
|
6 |
���Ϸ�ʽ |
�p��λ�Ԅ������C/�͑��Ԃ�������ϙC |
|
7 |
��λ��ʽ |
��� |
|
8 |
ȡ�Ϸ�ʽ |
���ÊAצ |
|
9 |
���̽��� |
�����|���� |
|
10 |
�� �� �� |
����Ԫ�����\�ӿ����� |
|
11 |
� Դ |
220VAC��50HZ��15KW |
|
12 |
�� �� |
5.0~7.0Kg/CM2 |
|
13 |
���b��ʽ |
�C���������b��늚��c�C���C |
|
��̖ |
�������Q |
Ҏ���cƷ�� |
|
1 |
�ŷ�늙C |
�ձ����� |
|
2 |
�L��z�� |
�_�����y |
|
3 |
���Ԍ�܉ |
�_�����y |
|
4 |
ͬ����݆ |
�ձ����� |
|
5 |
�S �� |
�ձ�NSK |
|
6 |
����ϵ�y |
�ձ����� |
|
7 |
��Ӳ��� |
�_�����¿� |
|
8 |
������ |
�ձ��Wķ�� |
7���͑������헣�
1��ģ��Ҫ��ģ���g����ͬ����ģ�߶���ͬ��ģ��������һֱ���ϣ�
2��ģ��ǰ�_�����ڻ�_�������ľ��x����350mm�����㰲�b�Cе�����ۣ�
3��ģ�ߛ_���aƷ���ܱ���ģ��������Ҳ���ܿ�����ģ��
4��ģ�ߵČ������b��ģ�����棬ģ�Ȱ��b�Ȍ��������⌧������Cе���\�ӣ�
5���������ϲ�ͬ���͑������x��������ϙC��
6���������ͷ�ʽ�У����ͣ�������һ�������F�����L�͡��w�ͣ���ͬ��ʽ�r��ͬ��
7���ṩ�C����ģ�ߡ��aƷ�Y�ϣ�
8�����Ō�����ϰ��b���{ԇ�����W���C���˲����c�S�o��
�ڶ�헣����S�B�Uʽ�ΙC�λ�Ԅӛ_���Cе��
1���OӋʾ��D��
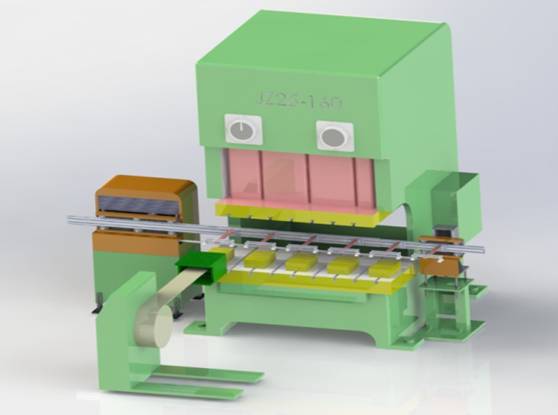
2���Ԅӹ��ϡ�ƽ����Ϳ�ͣ�
1�����þ��ϣ��������ϙC�Ԅӹ��ϣ��_���Ԅӛ_������Ƭ������ɚ�����붨λ�_��
2���ھ��ϙC�c�_��֮�g����ƽ���C���������M��ƽ����
3) �����D��λ�_�O�Ç��͙C����L�͙C�����M��Ϳ��
3���Cе�֙C����
1���_���Cе�ֲ��Ã��S�B�U�C�������ŷ�ϵ�y�ӣ����X݆�X�l�c���Ԍ�܉���ӡ�
2���_���Cе�������C�c�o�C�M�ɣ����C�c�o�C�քe���b�ڛ_���ɂȡ�
3���ڛ_���Cе�����ϰ��b��늂��м��g�����Ѳ����ˆT�����ϲ�����ȫ���ԄӾ�ʾ������a��������ȱ�Ͼ�ʾ��b���Cе��©ȡ�Ͼ�ʾ��c���Cе�֮�����ʾ�ȡ�
4���Ԅ����a���̣�
A.���þ������ϙC�Ԅӹ��ϣ��_���Ԅӛ_������Ƭ������ɚ���������D��λ�_���U���ڛ_����һ�����£�
B.�����ԄӶ�λ�����͙C���Ԅ�����χ������ͻ����ɝL�͙C���ڲ��ϱ���L�ͣ�
C.���S�B�U�Cе��1#���P�����D�_�ϵIJ������͵���һ��ģ�߃ȣ��_���Ԅӛ_����
D.���S�B�U�Cе��2#���P����һ��ģ���ϵĮaƷ���͵��ڶ���ģ�߃ȣ��_���Ԅӛ_����
E.����S�B�U�Cе�����һ�����P�����ģ�߃ȵĮaƷȡ�������͵��C����߅�����Ͽ�ȣ�
F.����B�m���Ԅ����a��
5�����aЧ�ʣ�
ÿ���12-15����
6�����g����
|
1 |
� Ŀ |
���S�B�U�_���C� |
|
2 |
�� �� |
X*Z=800*100mm |
|
3 |
�Cе�֙C�� |
���S�B�U�C�� |
|
4 |
��늙C |
�ŷ�늙C |
|
5 |
�؏;��� |
��0.20���� |
|
6 |
���Ϸ�ʽ |
�p��λ�Ԅ������C |
|
7 |
��λ��ʽ |
��� |
|
8 |
ȡ�Ϸ�ʽ |
�����ȡ/늴���ȡ |
|
9 |
���̽��� |
�����|���� |
|
10 |
�� �� �� |
PLC |
|
11 |
� Դ |
220VAC��50HZ��4.50KW |
|
12 |
�� �� |
5.0~7.0Kg/CM2 |
|
13 |
���b��ʽ |
�C���������b��늚��c�C���C |
|
��̖ |
�������Q |
Ҏ���cƷ�� |
|
1 |
�ŷ�늙C |
�_���_�_ |
|
2 |
�X݆�X�l |
�_���hï |
|
3 |
���Ԍ�܉ |
�_�����y |
|
4 |
ͬ����݆ |
�ձ����� |
|
5 |
�p�ٙC |
�еº��Y�~�� |
|
6 |
�S �� |
�ձ�NSK |
|
7 |
PLC |
�ձ����� |
|
8 |
��Ӳ��� |
�_�����¿� |
|
9 |
������ |
�ձ��Wķ�� |
7���͑������헣�
1��ģ���_ģ������ģ�ߵ��g�����90mm(���aƷ�߶���)������Cе����ȡ�aƷ;
2��ģ�ߺ��浽�_�����ڵľ��x����120mm�����㰲�b�Cе�����ֱۣ�
3��ģ�ߛ_���aƷ��Ҫ������ģ�����ܱ���ģ��������Ҳ���ܿ�����ģ��
4��ģ�ߵČ������b��ģ��ǰ�棻
5������o�Cе�����P�������İ�ȫ���x�����ģ���֮�g���g϶��Ҫ���ڮaƷ�Č���
6���ṩ�C����ģ�ߡ��aƷ�Y�ϣ�
7�����Ō�����ϰ��b���{ԇ�����W���C���˲����c�S�o��
|

